Illustrations for Ch. 14 on Corliss Engines.
Ed. note: not all the figures are referenced in the text; you are encouraged to look through as many as you please; right click on a picture to save.
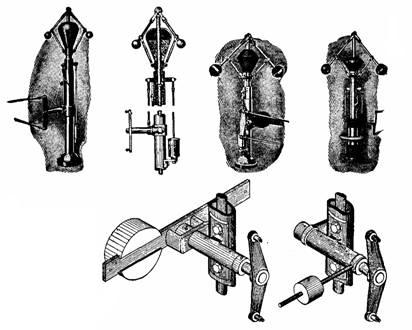
Fig. 848a.—First design of Geo. H. Corliss.
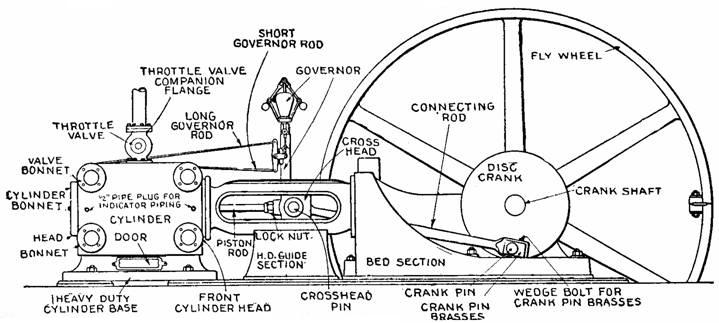
Fig. 849.—Corliss engine construction; elevation with names of parts.
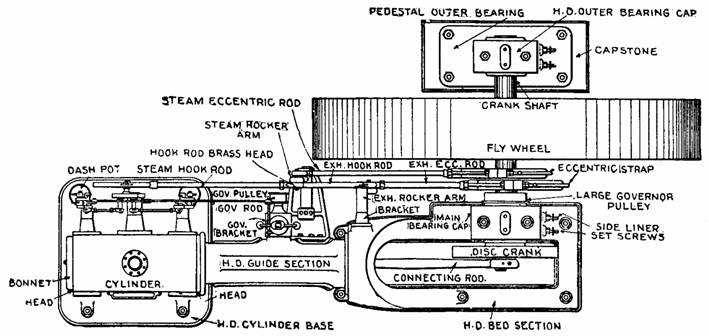
Fig. 850.- Corliss Engine construction; plan with names of parts.
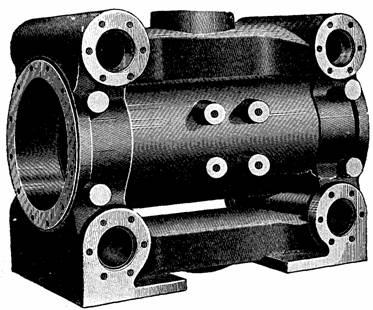
Fig. 851.—A Corliss cylinder, with lagging, valves, etc., removed to show construction. The transverse cylindrical chambers at the end are for the valves; those for admission being on top, and those for exhaust at the bottom, thus affording natural drainage. Steam and exhaust passages connect each pair of valves; the exhaust passage being placed at a distance from the cylinder so that the exhaust steam at comparatively low temperature will not absorb heat from the steam within the cylinder and thus cause condensation before release. The long stroke gives small clearance.
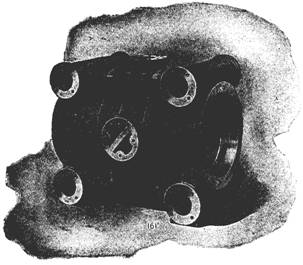
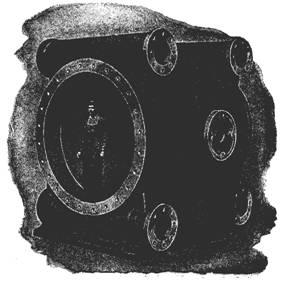
Fig. 852 and 853. — Vilter high pressure, and low pressure cylinder of a large Corliss compound engine. In construction, the cylinders are of semi-steel with double ports for both steam and exhaust valve. The steam valve is of the T type, the exhaust valve being of the cored box type, and both are actuated by T headed valve stems. The cylinders are jacketed with magnesia or other insulating material.
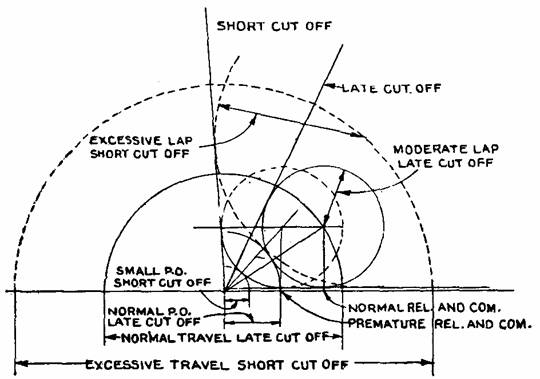
Fig. 854.—Bilgram diagram illustrating some defects of the slide valve; 1. excessive travel when designed for short cut off; 2. reduced port opening at short cut off with shifting or swinging eccentric; 3, premature release and compression at short cut off with shifting or swinging eccentric. These defects have been explained at length in the chapter on the slide valve.

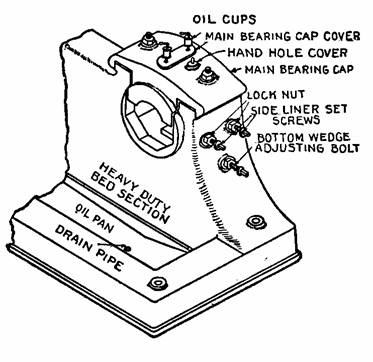
Fig. 855. —Sectional view of a Corliss cylinder showing construction and giving names of parts.
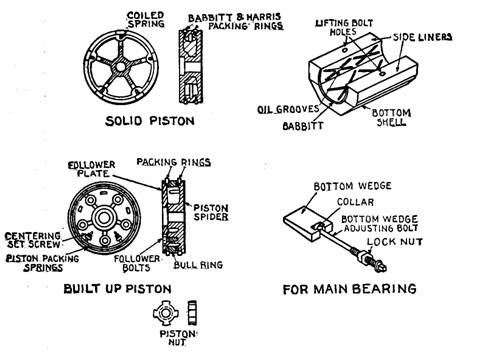
Figs. 856 to 864.—Details of Corliss engine construction. Figs. 856 to 861 piston details; figs. 862 to 864, end of frame with details of main bearing.

Figs. 865 to 868.—Corliss valves. They rotate back and forth over circular seats, and are guided by cylindrical ends, whose circumferences are partly depressed, as at A, leaving a space B which allows the valve to raise from its seat and relieve the cylinder of any excessive pressure, as in priming.
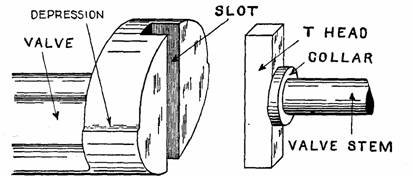
Figs. 869 and 870.—End construction of a Corliss valve and stem. The depression in the cylindrical section of the valve permits it to raise from its seat; there is a slot in the end of the valve for the T end of the stem.
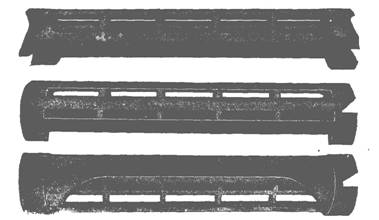
Figs. 871 to 873.—Providence Corliss valves. fig. 871, double piston inlet steam valve; fig. 872, view of steam valve showing opening edges; fig. 873, triple ported exhaust valve.
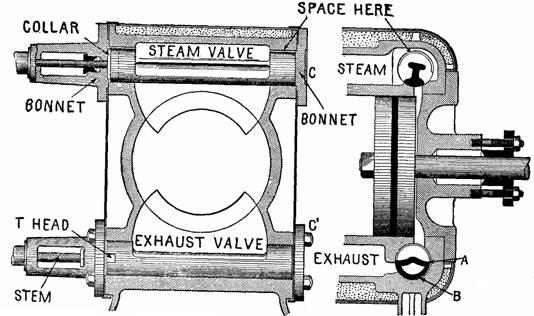
Figs 874 and 875. —Two sectional views of a Corliss cylinder showing valve assembled. The small clearance should be noted, also the space for valves to raise from their seats. The space from A, to B, allows access of steam which presses the exhaust valve firmly against the port to prevent leakage.

Fig. 876. —Corliss cylinder showing valve gear with names of parts.

Figs. 877 and 878.—Reference marks for setting Corliss valves, These marks are visible when the bonnets are removed, and show the steam edge of both the valve and the seat.

Fig. 879.—Corliss releasing gear showing governor and connections with names of parts.

Fig. 880.—The Corliss single eccentric valve gear. Motion from the eccentric is transmitted to a wrist plate, and from the latter to the valves by rods. The action of the wrist plate is such that a rapid motion is given the valves in opening and closing the ports, and a slow movement during the rinsed periods—a desirable feature. The names of the various parts are given in the figure.
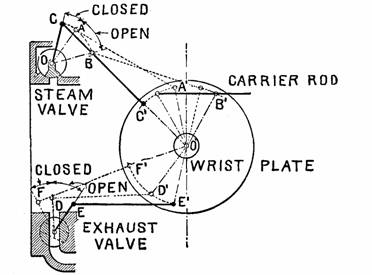
Fig. 881.—Illustrating the peculiar action of the wrist plate and valve rods which produces a rapid opening and closing of the ports, with a slower movement during the closed periods. This reduces wire-drawing, thus utilizing the steam to better advantage.
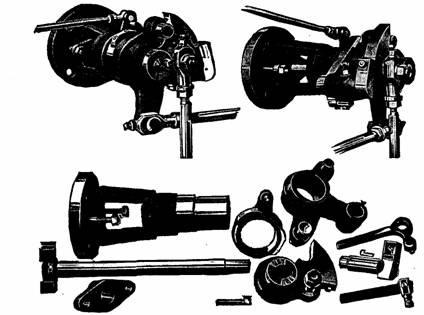
Figs. 882 to 894.—Vilter-Corliss valve gear. Fig. 882, steam valve gear; fig. 883, steam valve gear showing knock off bar; fig. 884 to 893, steam valve gear disassembled; fig. 894, dash pot. The complete valve gear comprises a wrist plate with radial valve rods connecting it to the steam and exhaust valve levers attached to the valve stems, the steam valve stems being fitted with trip blocks, drop levers, knock off levers and drop rods connecting with double vacuum dash pots. The governor cranks are mounted on the valve bonnet, being brought as close to the cylinder as possible. They are provided with fiber knock off cams on top and brass safety cams at the side. The knock off bars are steel forgings, and are keyed to one end of the valve hook stems, on the other end of which are located the valve hook stems, on the other end of which are located the valve hooks or trip pins. The knock off levers are so arranged as to work without springs, but springs are, nevertheless, provided as a safeguard. The trip pins, or valve hooks, as they are sometimes designated, have hardened steel trip plates, with eight wearing edges, which engage corresponding hardened steel trip plates on the dash pot cranks. The trip pins are provided with a special adjustment for regulating the amount of lap of the trip plates. The dash pot cranks are keyed to the valve stems and are provided with pins to which the drop rods are attached. The steam arms are provided with automatic push down or closing pins which engage the dash pot cranks in case of accidental lagging of the dash pot.

Fig. 895.—Bates inertia releasing gear. The dash pot arm is a bell crank, one arm carrying the dash port rod and the other the latch block. The dash pot arm is keyed to the steam valve stem and a hub on its inner side fits into a bored recess in the steam bonnet which increases the bearing surface. The steam arm is driven by the valve rod in the usual way. A substantial boss carries the latch shaft to which the knock off bar is firmly keyed. The knock off ring is controlled by the governor, through the governor rod, and carries the trip cam and safety cam. The latter only comes into operation so the event of some mishap to the governor, when it is thrown into such position that the valves cannot be opened. In opening the valve, the valve rod moves to the left and the latch shaft engages the latch block in the position shown, and continues in its path until the tail of the knock off bar comes in contact with the trip cam and is wiped outward raising the latch until the dash pot arm is released. The dash pot then comes into action and returns it to the original position. The follower pin is firmly fixed to the steam arm and closes the valve if for any reason the dash pot fail to work. The construction and balancing of the latch shaft and knock off bar are such that the inertia due to the reciprocating motion and the gravity of the parts insures an automatic latching action at the end of the return stroke without the use of any spring, and in turn assists the unlatching at the point of cot off, thereby reducing the reaction on the governor.
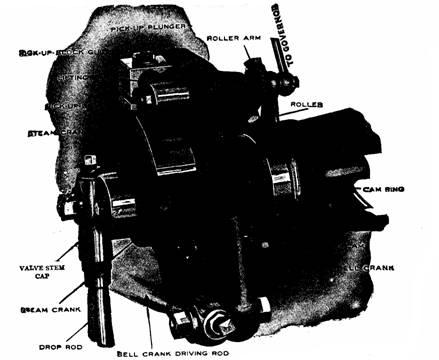
Fig. 896.—The Cooper releasing gear specially designed for high speed. The latching or hooking up operation is performed by a pick up plunger through the action of gravity. The engaging faces of the steel block on the pick up plunger and the steel block on the steam crank are always parallel during their working periods, thus prolonging the wear of the steel block edges.

Figs. 897 to 899—Types of Corliss steam valves. Fig. 897 shows an outside admission valve, giving a direct movement with the half moon gear; fig. 898 illustrates inside admission, the valve being operated directly by the oval arm gear. A double admission valve is shown in fig. 899. This valve can be designed to move either way in admitting steam. Outside and inside admission valves may be used with either type of gear, in some cases an indirect eccentric movement is required.
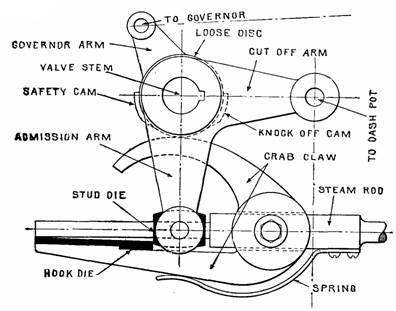
Fig. 900.—The crab claw releasing gear; view showing parts. In operation, the admission arm is moved by the steam rod to the right giving outside admission. When in its movement the crab claw is depressed by the knock off cam, the hook die releases the stud die, and the valve is suddenly closed by the dash pot thus cutting off steam.

Figs. 901 and 902—The crab claw releasing gear as used on the Geo. H. Corliss engine. This type of gear is still in use.
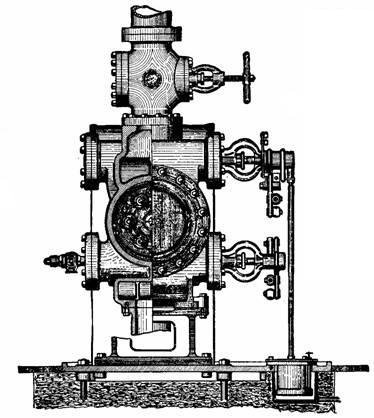
Fig. 903.—Sectional end view of Providence Corliss cylinder showing valve gear and placement of engine on foundation.
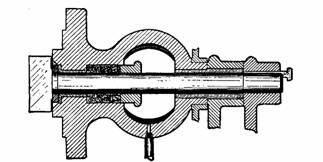
Fig. 904.—Section of Rice and Sargent inlet steam bonnet and valve stem, showing stuffing box, drain pipe, etc.
Figs. 905 and 906.—The half moon releasing gear. A type extensively used. There is only one arm attached to the valve stem, the cut off or hook arm which forms a part of the bell crank of half moon is free to revolve on the stem. The various parts of the gear are named in the figures.
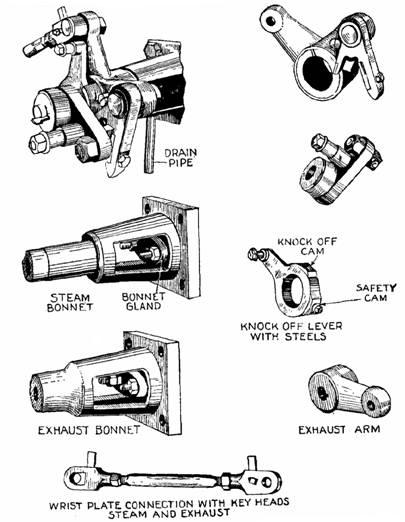
Fig. 907 to 914.—Allis-Chalmers oval arm releasing gear. Views showing the mechanism
assembled, and taken apart.
Figs. 915 to 926. —Views showing connections and parts between the wrist plate and shaft, also the wrist plate, and dash pot of Allis-Chalmers oval arm gear.
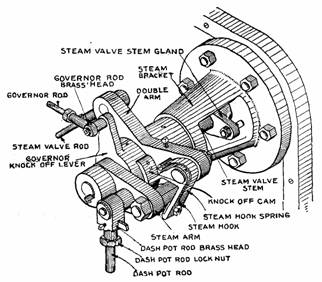
Fig. 927.—The Murray-Corliss releasing gear. An example of the oval arm gear which is used with inside admission valves.
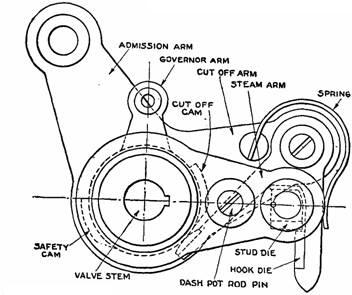
Fig. 928.—Detail of oval arm gear.
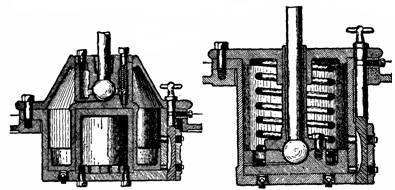
Figs. 929 and 930.—Rice and Sargent dash pots. Fig. 929, vacuum type; fig. 930, spring type. According to the makers, vacuum pots are preferably limited to speeds of 125 revolutions per minute, and spring pots to 250 revolutions. Their strengths on normal lifts are the same. On light loads where a vacuum pot of the best design may not close properly, the spring pot will give results equally good as with a heavier load. The dash pots of either type are placed with their top flush with the sole plate, and no piping connections are necessary. Control valves with easily accessible handles are provided for adjustment. The air is confined within the passages of the pot and so gives practically soundless operation.
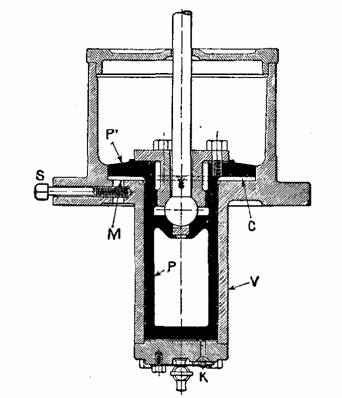
Fig. 931.—The Harris-Corliss dash pot with separate compression cylinder. The parts are V, vacuum cylinder; C, compression cylinder; P. vacuum plunger; P compression piston; K, check valve; M, port to atmosphere; S compression regulating screw.
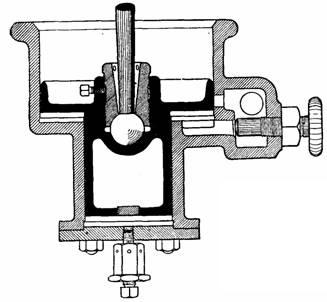
Fig. 932.—The Murray-Corliss separate compression dash pot. The compression cylinder has a port in the side leading directly to the atmosphere, and allowing quick ingress of air when uncovered by the piston. Compression takes place in the descent of the piston after it has covered this port, and is regulated by the screw valve.
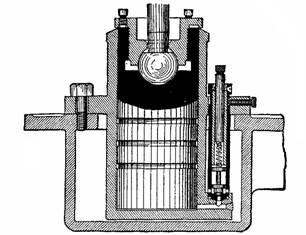
Fig. 933.—The Frick-Corliss dash pot. A single cylinder type in which both vacuum and compression are obtained in one cylinder. The regulating device is shown at the right. This pot necessarily operates on a vacuum of lower degree than the separate compression type, hence, a larger plunger is used to obtain the required pull.
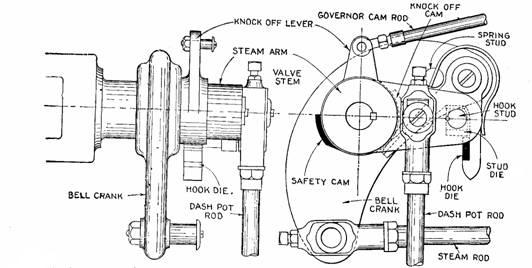
Fig. 934.—Wisconsin-Corliss high speed releasing gear. The features of this gear are the outside bearing for the valve stem, short leverage, and large dies; these are desirable qualities for high rotative speed.
Fig. 935.—Wisconsin-Corliss high speed releasing gear. View from cylinder showing T end of
valve stem, and the releasing features.
Figs. 936 and 937. —The Franklin high speed releasing gear as applied to the Hewes and Phillips-Corliss engine. The latch C, has attached a fibre block E, pressed against the cut off cam F, by gravity and the spring D. When the block is on the lower portion of the cam, the dies G, G, engage for admission; when E, rides on the high part of the cam, the dies release for cut off.
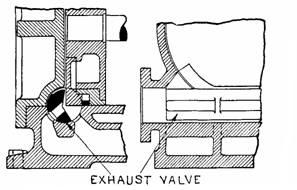
Figs. 938 and 939.—Wisconsin-Corliss small clearance exhaust valve. The clearance is reduced by locating the valve so that its axis is tangent to the cylinder bore; the valve is thus contained partly in the cylinder casting and partly in the cylinder head.
Figs. 940 and 941. —Vilter cylinders with single and double eccentrics; fig 940, single eccentric valve gear; fig. 941, double eccentric valve gear. For ordinary power purposes the single eccentric is satisfactory, and with it a maximum cut off of one-third is obtainable. Cut offs greater than this are not practical owing to the fact that compression and release are reduced to such an extent that pounding of the engine will result. This is due principally to the fact that the functions of the exhaust valve are interfered with. For simple, non-condensing single eccentric engines, the usual point of cut off is about ¼ stroke, the same being true of simple condensing engines. This cut off insures proper compression at all speed. Double eccentric engines, in which the exhaust valves are actuated by a separate eccentric independent of the steam valves, permit of almost any range of cut off without interference with the proper functioning of the exhaust valves. Where the load conditions are of a fluctuating character, and where heavy over loads frequently occur, as in the driving of electrical machinery in connection with lighting and railway service, double eccentrics are essential, as they permit of any range of cut off up to 80 percent, without affecting the compression.
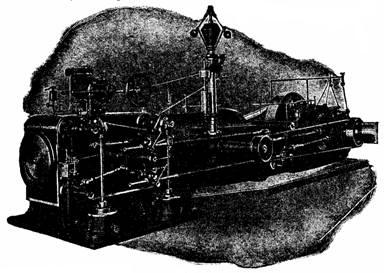
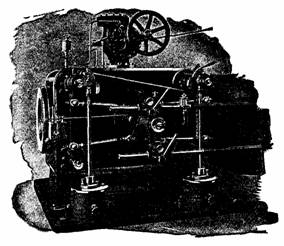
Fig. 942.—Vilter rolling mill type simple Corliss engine, illustrating double eccentric valve gear.

Fig. 943.—The Corliss double eccentric valve gear. The admission, and exhaust valves are operated independently from separate wrist plates 5 and E. A long range cut off is possible with this gear because the steam features may be varied at will without disturbing the exhaust.
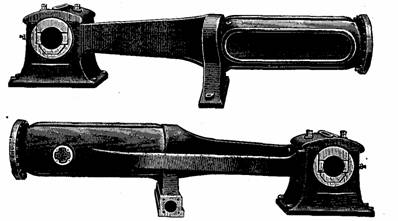
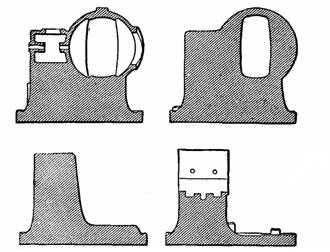
Figs. 944 and 945.—Front and rear views of a girder, or light duty Corliss frame. The backbone projecting from the rear reinforces the frame, and is directly in line with the strain.
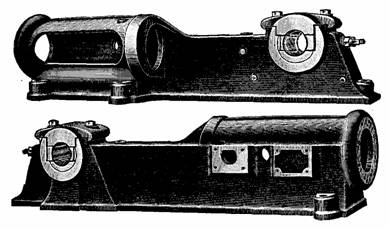
Figs. 946 and 947.—Front and rear views of a semi-heavy duty Corliss frame. The metal is carried down to the foundation, giving a more substantial construction.
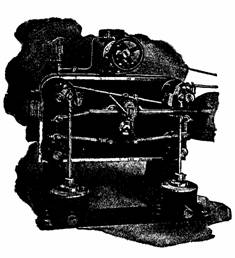
Fig. 948. .—Vilter heavy duty Corliss engine.

Fig. 949.—The Tangye, or heavy duty frame. The graceful down sweep curve is characteristic of this type. The original design is in one piece without the separate guide casting as on the Porter-Allen engine.
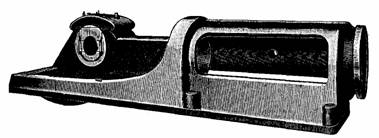
Fig. 950.—A rolling mill, or extra heavy duty frame; this is a modified Tangye frame of very substantial construction.
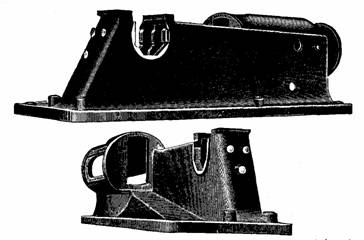
Figs. 951 and 952.—Two views of the Murray-Corliss rolling mill frame. A design adapted to the most severe conditions of engine operation.
Figs. 953 and 956.—Cross sections of the Murray-Corliss rolling mill frame, showing the heavy and substantial construction.
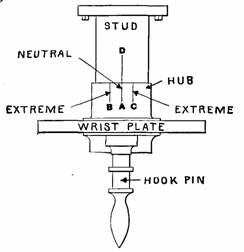
Fig. 957.—Reference marks on the wrist plate and stud for valve setting. When D, resisters with A, the wrist plate is in its neutral position; B and C, indicate the extreme positions.
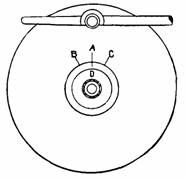
Fig. 958.—A second arrangement of the wrist plate and stud reference marks. In this case
the marks are reversed. A. B, and C, being on the plate, and s). on the stud.
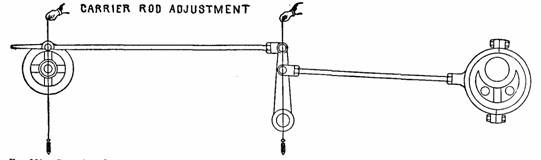
Fig. 959. —Squaring the wrist plate and rocker; the use of plumb bobs, to accurately and conveniently perform this operation, is here shown.
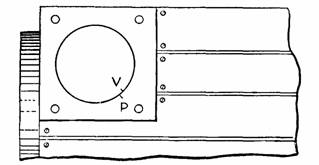
Fig. 960.—Valve and port reference lines. When the bonnet is removed these lines are visible and are used to set the valve.
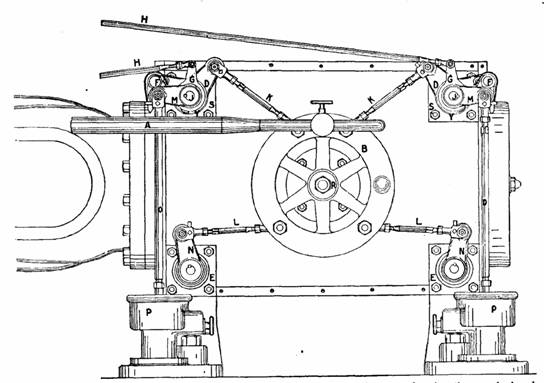
Fig. 961.—Squaring the valves. The wrist plate B, is clamped in neutral position, and the steam valve given the proper lap by adjusting the steam rods K, K; similarly, the exhaust valves are placed in their lap, or neutral position by adjusting the exhaust rods L, L.
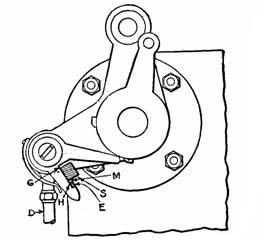
Fig. 962.—Detail of valve gear illustrating adjustment of dash pot rod.
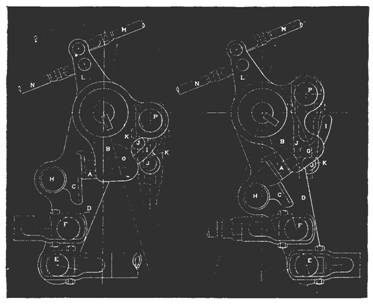
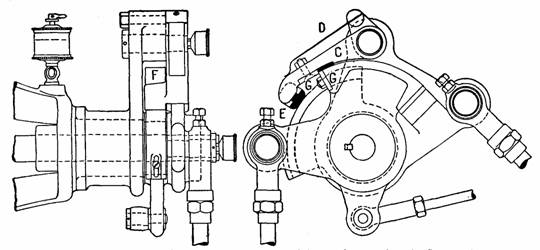
Figs. 963 and 964.—Rice and Sargent Corliss inlet valve gear in extreme positions. Fig. 963 shows the gear for the front end of the cylinder in its extreme left and opening position. The latch A, on the valve stem lever B, is in the position of engagement with the toe C, on the rocker D. The pin E, connects through the intermediate rockers and rods with the steam eccentric on the engine shaft, and the pin F connects to a similar inlet gear at the back end of the cylinder. As the rocker D, moves to the right, the toe C, engages the latch A, moving the inlet valve to open, and raising the dash pot plunger which is connected to the pin P. Cut off is accomplished by the toe C. turning downward on its pivot spindle H, to release the latch A. The spindle H, has a cam lever I rigidly attached in the rear, which in turn is carried between two hardened steel rolls, J, J. These rolls turn on pins in the cut off collar K, which latter turns freely on the valve stem journal. The arm L, above, forming part of the same casting as the cut off lever K, is connected to the governor by the rod M. This rod is held firmly by the governor and does not move unless there is a change in the speed of the engine. The rod N, connects to the valve gear at the head end of the cylinder. The latch A, is released at some point in the opening movement of the rocker D, toward the right. This is accomplished when the rise 0 of the cam lever passes between the cam rolls J, J. It is obvious that the length of cut off depends upon the position of the cut off collar K, as controlled by the governor. The further to the left the collar K, the earlier the cut off. Fig. 964 shows the rocker D at the extreme right of its motion. Release has taken place and the valve is about to be closed by the pull of the dashpot. The valve then closes promptly and the lever B turns to the position shown in fig. 963. The cut off collar K is here shown in the position, giving nearly the latest cut off, which is about three-quarter stroke of the piston. On the return movement of the rocker D, the cam rolls, J, I, raise the cam lever I, and the toe C, to the engaging position. At the latter part of the movement of the rocker D, to the left, as the toe C, passes under the latch A, the latter is raised by the toe sufficiently to clear the same, and the latch then drops by gravity in front of the toe to the engaging position.

Figs. 965 to 972.— Murray governors. Figs. 965 and 966 show outside and sectional view of plain governor. Figs. 967 and 968, variable speed governors. These were designed especially for Corliss engines for variable speed service, the speed adjustment being made by hand without stopping the engine. Figs. 969 and 970. special attachment, for hand adjustment of speed. The weight is moved in or out to increase or decrease speed. Speed range fig. 970 greater than that of fig. 971. Figs. 971 and 972. cut off adjustment for compound engine. The conditions of service under which compound engines are worked are frequently such that make it very desirable that the point of cut off in the low pressure cylinder may be changed by band to points earlier or later than, that taking place in the high-pressure cylinder, while the engine is in operation. Figs. 971 and 972 show such device attached to tandem compound engine governor. By means of a hand wheel the position of the bell crank that carries the governor knock off rods of the low pressure cylinder is changed to any desired point, thereby changing the point of cut oft in that cylinder and raising or lowering the receiving pressure correspondingly. This device may be thrown in or out at will. Fig. 972 shows the hand wheel disconnected and the bell crank hooked up in position where the point of cut off is controlled in both cylinders by the governor. When this device is in use the governor has control of the cut in the high pressure cylinder only, that of the low pressure remaining constant where set.
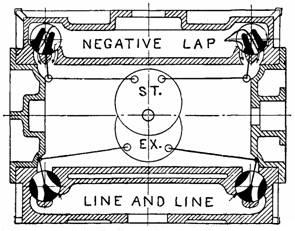
Fig. 973.—Squaring the valves with double eccentrics. The steam valves are set with negative lap which is usually a little less than half the port opening. The usual setting of the exhaust valves is line and line as shown.
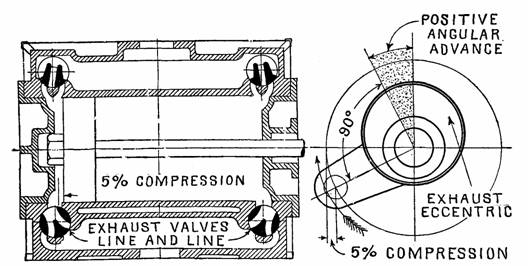
Fig. 974.—Setting the exhaust eccentric. With the piston at the desired point of compression, the exhaust eccentric is advanced until the exhaust valves come in line and line position. The positive angular advance which is given the eccentric is indicated by the shaded angle.
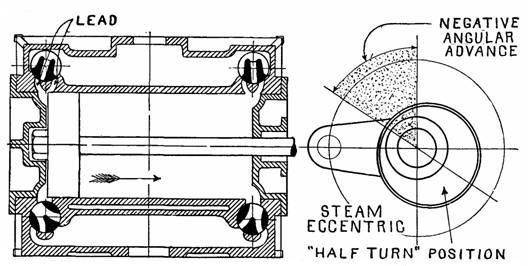
Fig. 975.—Setting the steam eccentric. The engine is placed on the dead center and the eccentric advanced until the valve has the desired lead. Since the steam valves have negative lap, the angular advance will be negative as indicated by the shaded angle. Admission being from the inside the eccentric is set at “half turn” position, that is, 180 degrees from the position of angular advance.
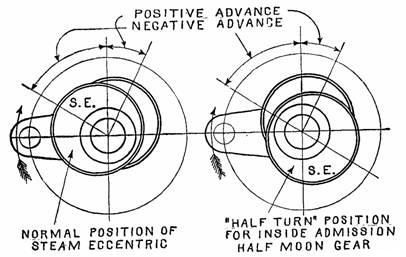
Figs. 976 and 977.—Illustrating normal, and half turn positions of the steam eccentric. The eccentric is placed in its normal position when its center moves in unison with the hook pin on the wrist plate, and at half turn position when they move in opposite directions. For example, the eccentric is set in its normal position for the crab claw and oval arm gears. and at half turn position for an inside admission, half moon gear.
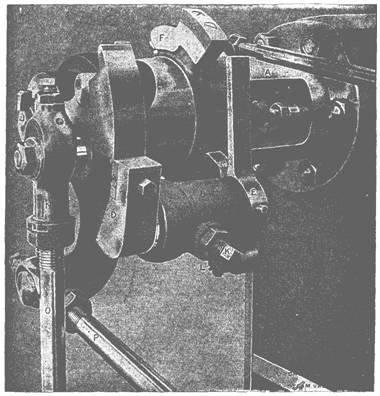
Fig. 978. —Filer and Stowell releasing valve gear. The eight hardened steel latch dies are provided with means for adjusting the lap while the engine is running. The arrangement is to eliminate the possibility of the valve gear not “hooking up” after the dies are somewhat worn.
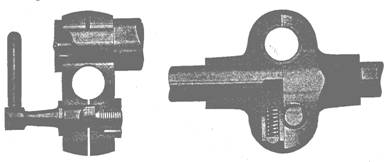
Figs. 979 and 980.—Filer and Stowell hook and device for disconnecting the valve gear from the eccentric motion.